- Nederlands, Belgique / België
- Česky, Česká republika
- Deutsch, Deutschland
- Español, España
- Português, Portugal
- English, Europe
- Français, France
- Italiano, Italia
- Magyar, Magyarország
- Nederlands, Nederland
- Deutsch, Österreich
- Polski, Polska
- Română, România
- Suisse / Schweiz / Svizzera
- Svenska, Sverige
- Suomeksi, Suomi
- Türkçe, Türkiye
- English, United Kingdom
- Slovenská, Slovak
-
 Worldwide
Worldwide
- All Product Highlights
- CRYSTA-KM 565
- QM-Fit
- SmartMeasure-AL
- SJ-220
- QuantuMike
- LEGEX Takumi
- STRATO-Active Series
- Measurlink 10
- TAGLENS
- MCOSMOS 5
- Crysta Apex V
- FORMTRACER Avant
- MiSTAR 555
- Calipers
- Bluetooth Data Transmission
- QuickVision Pro
- All Products by Industry
- Aerospace
- Medical
- Automotive
- Energy
- Gen. Manufacturing
- Electronics
- Original Equipment Manufacturers (OEM)
- Case Studies
- All Small Tools
- Calipers
- Micrometers & Micrometer heads
- Inside Measuring Instruments
- Depth Measuring Instruments
- Height Gauges
- Indicators & Caliper Gauges
- Auxiliary Equipment and Miscellaneous
- Calibration Instruments
- Gauge Blocks
- All CMM
- Small & Medium sized CMMs
- In-line & Shopfloor CMMs
- Large sized CMMs
- CMM Rotary Tables
- Probes
- Styli
- Fixtures
- CMM Accessories
- CMM Software
- SmartMeasure-AL
- All Vision
- Manual 2D Vision Measuring Machine QM-Fit
- Manual 2D Vision Measuring Machines Quick Image
- Manual 3D Vision Systems
- 3D CNC Vision Systems
- 3D CNC Multi-sensor Vision Systems
- 3D CNC Micro Geometry Vision Systems
- Vision System Software
- Accessories for Vision Machines
- Vision System Fixtures
- Vision System Styli
- All Optical
- Magnifiers
- Measuring Projectors
- Measuring Microscopes
- Microscope Units
- TAGLENS
- Interferometer Units
- Objective Lenses
- M2 Software for Measuring Microscopes and Projectors
- Optical Measurement Fixtures
- All Hardness
- Softwares for Hardness Testing Machines
- Portable Hardness Testers
- Hardness Reference Materials and Indenters
- Rockwell Hardness Testing Machines
- Vickers Hardness Testing Machines
- Micro-Vickers Hardness Testing Machines
- All Sensors
- Linear Gauges
- Low Force Gauges
- Counters and Display Units
- Laser Scan Micrometers
- Surface Measure
- Sensor Management Software
- Micrometers & Micrometer heads
- Digital & Mechanical Micrometers
- Micrometer Accessories
- Micrometer Heads
- Micrometer Head Accessories
- Inside Measuring Instruments
- Inside Micrometers
- Bore Gauges
- Inside Micrometer & Bore Gauge Accessories
- Indicators & Caliper Gauges
- Digital Indicators
- Indicator Accessories
- Lever Indicators
- Dial Indicators
- Dial Test Indicators Accessories
- Thickness, Caliper & Tension Gauges
- Auxiliary Equipment and Miscellaneous
- Indicator Stands
- Precision Vices
- Plates and Granite Squares
- Angle Measurement and Squares
- Feeler Gauges, Rules, Knife Edges
- Gauge Blocks
- Steel Gauge Block Sets
- Steel Individual Gauge Blocks
- Ceramic Gauge Block Sets
- Ceramic Individual Gauge Blocks
- Special Gauge Blocks
- Gauge Block Accessories
- Accessories for Square Gauge Blocks
- Small & Medium sized CMMs
- CRYSTA-Apex V PLUS - 500, 700, & 900 Series
- CRYSTA-Apex V - 1200, 1600 & 2000 Series
- CRYSTA-Apex EX Series for REVO
- STRATO-Active Series
- STRATO-Apex - 500, 700, & 900 Series
- STRATO-Apex - 1600 Series
- LEGEX Series
- CRYSTA-KM 565
- Styli
- Styli Kits
- Straight Styli
- Diamond Coated Styli
- Solid Diamond Styli
- Master Ball
- Machine Tool Styli
- Star Styli
- Styli for Star Styli
- Styli for Clamping Holder
- Cylinder Styli
- Disk Styli
- Tip Styli
- Extensions
- Holders
- Adapters
- Joints
- Screws for Cubes
- Tools
- StyliCleaner
- Fixtures
- CMM Fixturing Kits
- Eco-fix Pallet Receiver System Kits
- FixtureBuilder Software
- Eco-fix and Eco-fixplus Extension Sets
- Eco-fix and Eco-fixplus Components
- Eco-fix Screws and Tools
- 3D CNC Vision Systems
- Quick Vision ACTIVE
- Quick Vision APEX / HYPER
- Quick Vision ACCEL
- Quick Vision ULTRA
- Accessories for Vision Machines
- Objective Lenses and Calibration Charts
- QV Index
- Accessories for TP-Retrofit
- Vision System Fixtures
- Optical Measurement Fixturing Kits
- Opti-fix Components
- Opti-fix Screws and Tools
- Vision System Styli
- Straight Styli
- Extension
- Star Styli
- Holders
- Styli for 5-way Styli
- Styli for Clamping Holder
- Adapters
- Joints
- Cylinder Styli
- Disk Styli
- Tip Styli
- Screw for Cube
- Tools
- Styli Kits
- Measuring Projectors
- PJ Series
- PV Series
- PH Series
- Data Processing Unit
- Accessories
- Accuracy Inspection Tools
- Measuring Microscopes
- TM Series Gen. B
- MF Series Gen. D
- MF-U Series Gen. D
- Optional Accessories for MF and MF-U Series
- Vision Unit
- QSPAK-VUE Software
- M3 Software for MF Series
- Microscope Cameras
- Objective Lenses
- ML-Series Objectives
- Brightfield Observation Objectives
- Brightfield/Darkfield Observation Objectives
- NIR Objectives
- NIR LCD Objectives
- NUV Objectives
- NUV LCD Objectives
- UV Objectives
- UV LCD Objectives
- Interferometer Objectives
- Optical Measurement Fixtures
- Optical Measurement Fixturing Kits
- Opti-fix Components
- Opti-fix Screws and Tools
- Surface Roughness
- Surftest SJ-220
- Surftest SJ-310
- Surftest SJ-410
- Surftest SJ-500
- Surftest SV-2100
- Surftest SJ-500P
- Surftest SV-2100P
- Formtracer Avant FTA-S3000
- Surftest Extreme SV-3000CNC
- Surftest Extreme SV-M3000CNC
- Surface Roughness & Contour
- Formtracer Avant FTA-D3000 / FTA-D4000 Series
- Formtracer Avant FTA-H3000
- Formtracer Extreme SV-C4500CNC
- Formtracer Extreme SV-C4500CNC HYBRID Type 1
- Formtracer Extreme CS-5000CNC and CS-H5000CNC
- Portable Hardness Testers
- Impact Type Hardness Testing Unit HARDMATIC HH-V400
- Digital and Analogue Durometers HARDMATIC HH-300
- Hardness Reference Materials and Indenters
- Hardness reference materials
- Hardness indenters and replacement balls
- Rockwell Hardness Testing Machines
- Manual Rockwell Hardness Testing Machines
- Semi-automatic Rockwell Hardness Testing Machines
- Automatic Rockwell Hardness Testing Machines
- Vickers Hardness Testing Machines
- Manual Vickers Hardness Testing Machines
- Semi-automatic Vickers Hardness Testing Machines
- Automatic Vickers Hardness Testing Machines
- Micro-Vickers Hardness Testing Machines
- Manual Micro-Vickers Hardness Testing Machines
- Semi-automatic Micro-Vickers Hardness Testing Machines
- Automatic Micro-Vickers Hardness Testing Machines
- Linear Gauges
- ABSOLUTE Digimatic Linear Gauge LGS Series
- Air Drive Unit
- Linear Gauge LG100 Series
- Linear Gauge LG200 Series
- Laser Hologauge
- Counters and Display Units
- EJ Counter and Interfaces for Linear Gauges
- EC Counter for Linear Gauges
- EG Counter for Linear Gauges
- EH Counter for Linear Gauges
- EV Counter for Linear Gauges
- Display Unit for EV Counter
- Laser Scan Micrometers
- Laser Scan Micrometer Measuring Unit
- Laser Scan Micrometer Controller Unit
- Laser Scan Micrometer Interface Unit
- Laser Scan Micrometer Optional Accessories
- DRO Linear Scales and Counters
- DRO Linear Scales AT103
- DRO Linear Scales AT103 - High Accuracy
- DRO Linear Scales AT113
- DRO Linear Scales AT113 - High Accuracy
- DRO ABS Linear Scales AT715
- Universal DRO KA-200 Counter
- NC Linear Scales
- NC Linear Scales ST36
- NC Linear Scales ST46-EZA
- NC Linear Scales ABS ST700
- NC Linear Scales ABS ST1300
- NC Linear Scales AT211
- NC Linear Scales ABS AT1100
- NC Linear Scales ABS AT1300
- Scale Units
- Horizontal ABSOLUTE Scale Coolant Proof IP66
- Horizontal ABSOLUTE Scale Standard
- Horizontal ABSOLUTE Scale Measurement Direction Switching
- Horizontal ABSOLUTE Scale Diameter Function
- Vertical ABSOLUTE Scale Standard
- Vertical ABSOLUTE Scale Measurement Direction Switching
- Vertical ABSOLUTE Scale Diameter Function
- Signal Cables
- USB Input Tool Direct (Digimatic-USB Cable)
- Digimatic Data Cables
- Digimatic Extension Cables
- Wireless Communication
- Wireless Communication System U-WAVE
- U-WAVE Bluetooth
- U-WAVE-T Connection Cables and Connection Units
- Interfaces
- USB Input Tool
- DMT-3T / FS2 USB
- DMX-1
- DMX-1 USB
- DMX-2 S
- DMX-2 USB
- DMX-3 USB
- MUX-10F
- DMX-8/2
- DMX-16 / DMX-16C
- DMX-0-1 USB / DMX-3-2 USB
 Aerospace
Aerospace
Complex aerospace applications need fast, extremely precise quality control to ensure accurate assemblies. See how Mitutoyo makes it happen
 Automotive
Automotive
The automotive industry continues to innovate, and Mitutoyo delivers the advanced inspection and scanning capabilities to help manufacturers achieve ongoing production
 Energy
Energy
Mitutoyo’s measurement and analysis solutions are designed to help energy providers improve reliability and increase equipment uptime.
 Medical
Medical
To protect patient well-being, medical applications require exceptional accuracy. See how extensively tested solutions from Mitutoyo can help you achieve it.
 Gen. Manufacturing
Gen. Manufacturing
Ensure high repeatability and rigorous quality control with form measurement solutions, coordinate measuring machines and precision measuring tools from Mitutoyo.
 Electronics
Electronics
The non-contact and vision measurement solutions from Mitutoyo bring microscopic accuracy to smaller and denser electronic components
 Original Equipment Manufacturers (OEM)
Original Equipment Manufacturers (OEM)
Mitutoyo OEM can address missing expertise or resources by supplying you with our renowned Metrology equipment that seamlessly integrates into your products.
 Case Studies
Case Studies
For an overview of Mitutoyo's capabilities, this is no greater place to look than our marvelous collection of case studies.
 Mitutoyo Japan Desk
Mitutoyo Japan Desk
The first stop for Japanese companies operating in Europe

 Custom Products
Custom Products
Custom-made products for unique applications
 Manufacturing Automation Integration
Manufacturing Automation Integration
Turn your factory into a smart factory with the help of Mitutoyo
 Mitutoyo Integrators
Mitutoyo Integrators
Integrating your measuring devices into existing processes made easy
 Repairs & Spare Parts
Repairs & Spare Parts
Spare parts and repairs for Mitutoyo devices

 Field Services
Field Services
On-site service of your favorite measurement and testing machines
 Measurement Services
Measurement Services
Get your workpieces and parts measured from anywhere in Europe
 Metrology and Product Training
Metrology and Product Training
The quickest way to get support or training
 Product Demos
Product Demos
Online or offline, get a product demonstration today
 IT Support
IT Support
Perfect and hassle-free installation and integration into your IT infrastructure.
 Education Pack
Education Pack
Perfect for the workshop or classroom, there is no greater help than posters or learning material from Mitutoyo
 E-Learning
E-Learning
For those interested in metrology, Mitutoyo offers E-Learning courses to help train students, staff, or even hobbyists
 Online Material
Online Material
If you're looking for a quick way to learn more about measurement, check out our many instructional videos.
 Webinars
Webinars
Explore our free webinars on measurement technology, best practices, and industry trends
 Discover Mitutoyo
Discover Mitutoyo
Unmatched expertise in measurement
 Mitutoyo Partners
Mitutoyo Partners
Find out here who our Dealer Partners in Europe are
 Certifications & Legitimacy
Certifications & Legitimacy
Here you can explore our certifications, accreditations and legitimacy to ensure trusted and verified services
 Career
Career
Learn more about how it feels to work at Mitutoyo and the next steps toward starting your career here
 Merchandising
Merchandising
The popular destination for high-quality Mitutoyo apparel and more!
 Sustainability Overview
Sustainability Overview
Find out more about Mitutoyo's contribution towards Sustainability




 Leaflets
Leaflets
Discover our product brochures and download them
 Declarations of Conformity
Declarations of Conformity
Here you can download the full versions for the EU and the UK
 Free Wallpapers
Free Wallpapers
Download official Mitutoyo wallpapers here for free
 Mitutoyo Brand Communication Materials
Mitutoyo Brand Communication Materials
Resources for Mitutoyo staff and external suppliers
 Online Catalog
Online Catalog
View our extensive product range in our online catalog!
-
Products
- Back Products
- Products
- Product Highlights
- Products by Industry
-
Small Tools
- Back Small Tools All Small Tools
- Calipers
-
Micrometers & Micrometer heads
- Back Micrometers & Micrometer heads Micrometers & Micrometer heads
- Digital & Mechanical Micrometers
- Micrometer Accessories
- Micrometer Heads
- Micrometer Head Accessories
-
Inside Measuring Instruments
- Back Inside Measuring Instruments Inside Measuring Instruments
- Inside Micrometers
- Bore Gauges
- Inside Micrometer & Bore Gauge Accessories
-
Depth Measuring Instruments
- Back Depth Measuring Instruments Depth Measuring Instruments
- Depth Micrometers
- Depth Calipers & Gauges
- Depth Caliper Accessories
- Height Gauges
- Indicators & Caliper Gauges
-
Auxiliary Equipment and Miscellaneous
- Back Auxiliary Equipment and Miscellaneous Auxiliary Equipment and Miscellaneous
- Indicator Stands
- Precision Vices
- Plates and Granite Squares
- Angle Measurement and Squares
- Feeler Gauges, Rules, Knife Edges
-
Calibration Instruments
- Back Calibration Instruments Calibration Instruments
- Height Masters
- Check Masters
- Calibration Tools
- Gauge Blocks
-
CMM
- Back CMM All CMM
- Small & Medium sized CMMs
-
In-line & Shopfloor CMMs
- Back In-line & Shopfloor CMMs In-line & Shopfloor CMMs
- MACH Ko-ga-me
- MACH 3A 653
- MACH V 9106
- MiSTAR
-
Large sized CMMs
- Back Large sized CMMs Large sized CMMs
- STRATO Apex G
- CARB-Series
-
CMM Rotary Tables
- Back CMM Rotary Tables CMM Rotary Tables
- MRT240 Rotary Table
- MRT320 Rotary Table
- Probes
- Styli
- Fixtures
-
CMM Accessories
- Back CMM Accessories CMM Accessories
- Enclosures
- Security System
-
CMM Software
- Back CMM Software CMM Software
- MiCAT Planner
- MCOSMOS
- MAFIS Express
- MSURF
- GEARPAK EXPRESS
- SmartMeasure-AL
-
Vision
- Back Vision All Vision
- Manual 2D Vision Measuring Machine QM-Fit
-
Manual 2D Vision Measuring Machines Quick Image
- Back Manual 2D Vision Measuring Machines Quick Image Manual 2D Vision Measuring Machines Quick Image
- Quick Image
- Quick Image Software
-
Manual 3D Vision Systems
- Back Manual 3D Vision Systems Manual 3D Vision Systems
- Manual Quick Scope
- Quick Scope Software
-
3D CNC Vision Systems
- Back 3D CNC Vision Systems 3D CNC Vision Systems
- Quick Vision ACTIVE
- Quick Vision APEX / HYPER
- Quick Vision ACCEL
- Quick Vision ULTRA
-
3D CNC Multi-sensor Vision Systems
- Back 3D CNC Multi-sensor Vision Systems 3D CNC Multi-sensor Vision Systems
- Quick Vision Hybrid
- Quick Vision WLI
-
3D CNC Micro Geometry Vision Systems
- Back 3D CNC Micro Geometry Vision Systems 3D CNC Micro Geometry Vision Systems
- UMAP Vision Systems
- UMAP Software
-
Vision System Software
- Back Vision System Software Vision System Software
- QVPAK
- QSPAK
- QIPAK
-
Accessories for Vision Machines
- Back Accessories for Vision Machines Accessories for Vision Machines
- Objective Lenses and Calibration Charts
- QV Index
- Accessories for TP-Retrofit
-
Vision System Fixtures
- Back Vision System Fixtures Vision System Fixtures
- Optical Measurement Fixturing Kits
- Opti-fix Components
- Opti-fix Screws and Tools
- Vision System Styli
-
Optical
- Back Optical All Optical
-
Magnifiers
- Back Magnifiers Magnifiers
- Clear Loupes
-
Measuring Projectors
- Back Measuring Projectors Measuring Projectors
- PJ Series
- PV Series
- PH Series
- Data Processing Unit
- Accessories
- Accuracy Inspection Tools
- Measuring Microscopes
-
Microscope Units
- Back Microscope Units Microscope Units
- Microscope Unit FS70 Series
- Video Microscope Unit VMU Series
- TAGLENS
- Interferometer Units
- Objective Lenses
- M2 Software for Measuring Microscopes and Projectors
-
Optical Measurement Fixtures
- Back Optical Measurement Fixtures Optical Measurement Fixtures
- Optical Measurement Fixturing Kits
- Opti-fix Components
- Opti-fix Screws and Tools
-
Form
- Back Form All Form
- Surface Roughness
- Contour
- Surface Roughness & Contour
-
Form
- Back Form Form
- Roundtest
- Roundtracer
-
FMI Software
- Back FMI Software FMI Software
- Formtracepak
- Roundpak
- MCube Map V9
-
Fixtures
- Back Fixtures Fixtures
- Eco-fix FMI Kits
- PinFlex System
-
Hardness
- Back Hardness All Hardness
-
Softwares for Hardness Testing Machines
- Back Softwares for Hardness Testing Machines Softwares for Hardness Testing Machines
- AVPAK
- Portable Hardness Testers
-
Hardness Reference Materials and Indenters
- Back Hardness Reference Materials and Indenters Hardness Reference Materials and Indenters
- Hardness reference materials
- Hardness indenters and replacement balls
- Rockwell Hardness Testing Machines
- Vickers Hardness Testing Machines
- Micro-Vickers Hardness Testing Machines
- Sensors
-
Digital Scales
- Back Digital Scales All Digital Scales
- DRO Linear Scales and Counters
- NC Linear Scales
-
Scale Units
- Back Scale Units Scale Units
- Horizontal ABSOLUTE Scale Coolant Proof IP66
- Horizontal ABSOLUTE Scale Standard
- Horizontal ABSOLUTE Scale Measurement Direction Switching
- Horizontal ABSOLUTE Scale Diameter Function
- Vertical ABSOLUTE Scale Standard
- Vertical ABSOLUTE Scale Measurement Direction Switching
- Vertical ABSOLUTE Scale Diameter Function
-
Rotary Encoders
- Back Rotary Encoders Rotary Encoders
- ABS OR700 BiSS-C
- ABS OR700 FANUC
- ABS OR700 ENSIS
-
Data Management
- Back Data Management All Data Management
-
Data Management Software
- Back Data Management Software Data Management Software
- MeasurLink 10
- USB-ITPAK
-
Mini Processors
- Back Mini Processors Mini Processors
- Digimatic Mini Processor DP-1VA LOGGER
- Signal Cables
- Wireless Communication
- Interfaces
-
Timerbox, Digimatic Switch Box
- Back Timerbox, Digimatic Switch Box Timerbox, Digimatic Switch Box
- Digimatic Timerbox
- Digimatic Switch Box
-
Software
- Back Software All Software
-
CMM Software
- Back CMM Software CMM Software
- MiCAT Planner
- MCOSMOS
- MAFIS-Express
- MSURF
- GEARPAK EXPRESS
-
Vision System Software
- Back Vision System Software Vision System Software
- QVPAK
- QSPAK
- QIPAK
- M3 Software for Quick Image
-
Optical System Software
- Back Optical System Software Optical System Software
- M2 Software for Microscopes and Projectors
- M3 Software for MF Microscopes
- QSPAK-VUE
-
FMI Software
- Back FMI Software FMI Software
- Formtracepak
- Roundpak
- MCube Map V9
- Hardness Testing Software
- Sensor Management Software
-
Data Management Software
- Back Data Management Software Data Management Software
- Measurlink 10
- USB-ITPAK
- Automated Measuring Devices
- Computed Tomography Systems
- Industries
-
Services
- Back Services
- Services
- Mitutoyo Japan Desk
-
Smart Factory Solutions
- Back Smart Factory Solutions
- Smart Factory Solutions
- Custom Products
- Manufacturing Automation Integration
- Mitutoyo Integrators
- Repairs & Spare Parts
-
Calibration
- Back Calibration
- Calibration
- Field Services
- Measurement Services
- Metrology and Product Training
- Product Demos
- IT Support
-
Education
- Back Education
- Education
- Education Pack
- E-Learning
- Online Material
- Webinars
-
About us
- Back About us
- About us
-
Discover Mitutoyo
- Back Discover Mitutoyo
- Discover Mitutoyo
-
Mitutoyo History
- Back Mitutoyo History
- Mitutoyo History
- Name & Philosophy
- Mitutoyo Corporation
- Mitutoyo in Europe
- Brand
-
Mitutoyo Partners
- Back Mitutoyo Partners
- Mitutoyo Partners
- Mitutoyo Spain
- Mitutoyo Portugal
- Mitutoyo Turkey
-
Certifications & Legitimacy
- Back Certifications & Legitimacy
- Certifications & Legitimacy
- Certifications & Accreditations
- Products Legitimacy (FAKE)
-
Career
- Back Career
- Career
- Mitutoyo Trainee Program
- Merchandising
- Sustainability Overview
-
News
- Back News
- News
- Events
-
Special Promotions
- Back Special Promotions
- Special Promotions
- Press Area
- Downloads




Accurate, periodic calibration of all measuring equipment guarantees error-free and useful long-term test results - and it increases customers' confidence in your product.
> Minimize risks and liabilities for you and your customers.
> Significantly reduce incorrect measurements, the risk of rejection, and costly and time-consuming reassessments of your product.
> Demonstrate the highest standards of your production towards your customers having your measuring instruments checked by an accredited calibration laboratory and confirmed with calibration certificates.
> Map out or correct systematic deviation(s) of your measuring instrument.
> Essential if you require to run a quality system for control of measuring equipment like ISO 9001, IATF 16949, AS 9100, ISO 13485, etc.
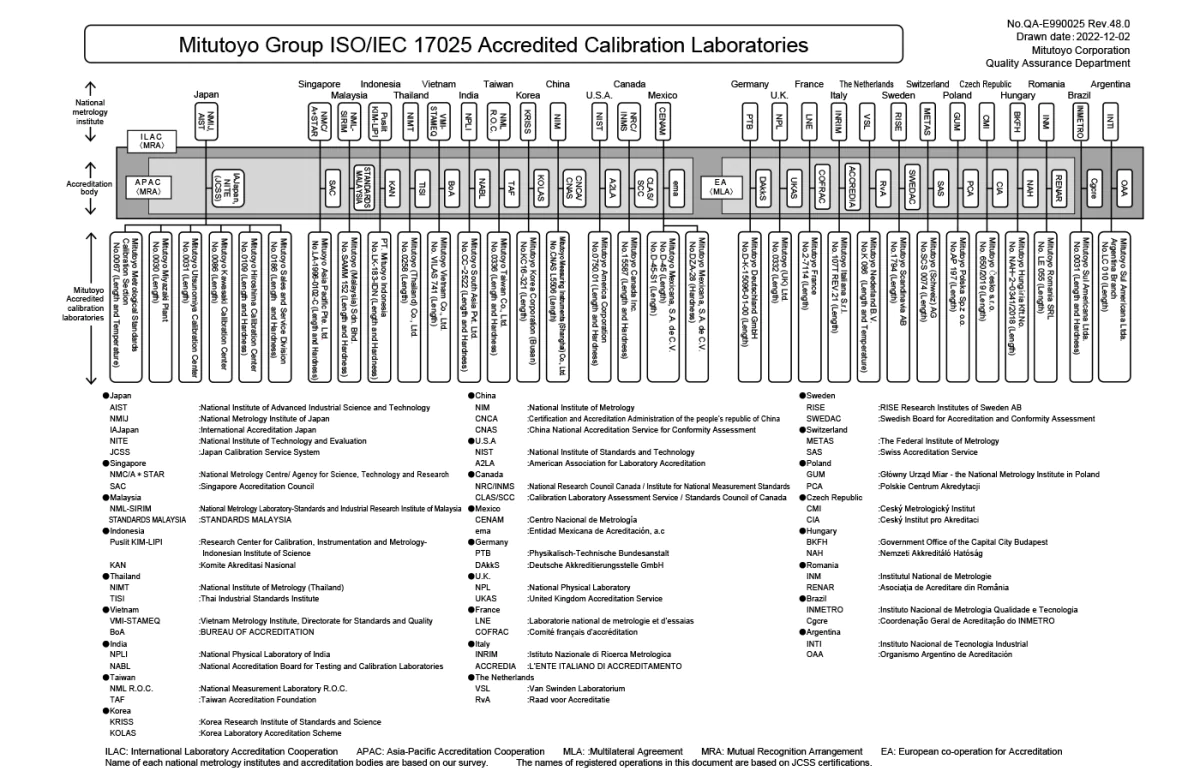
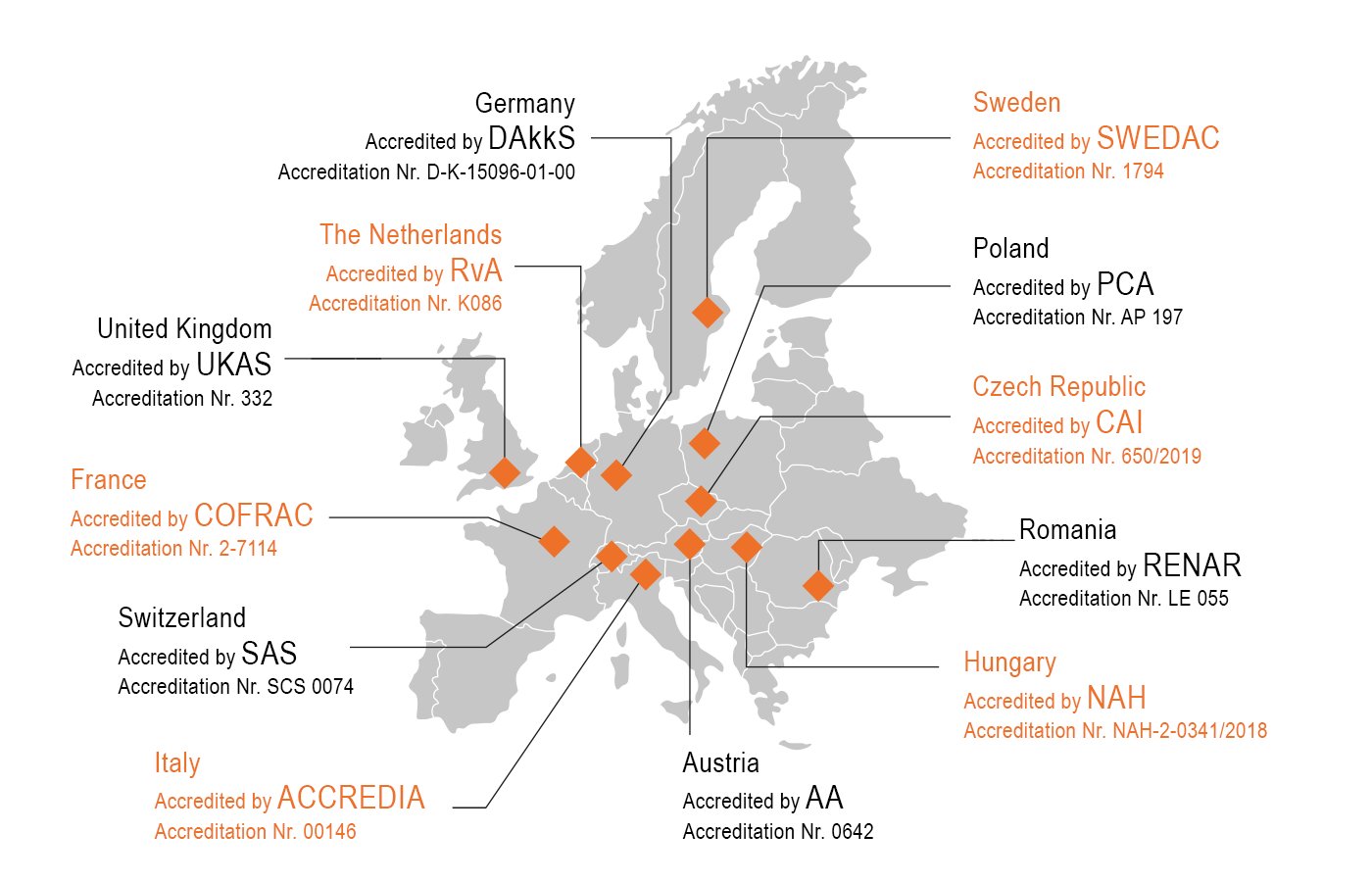
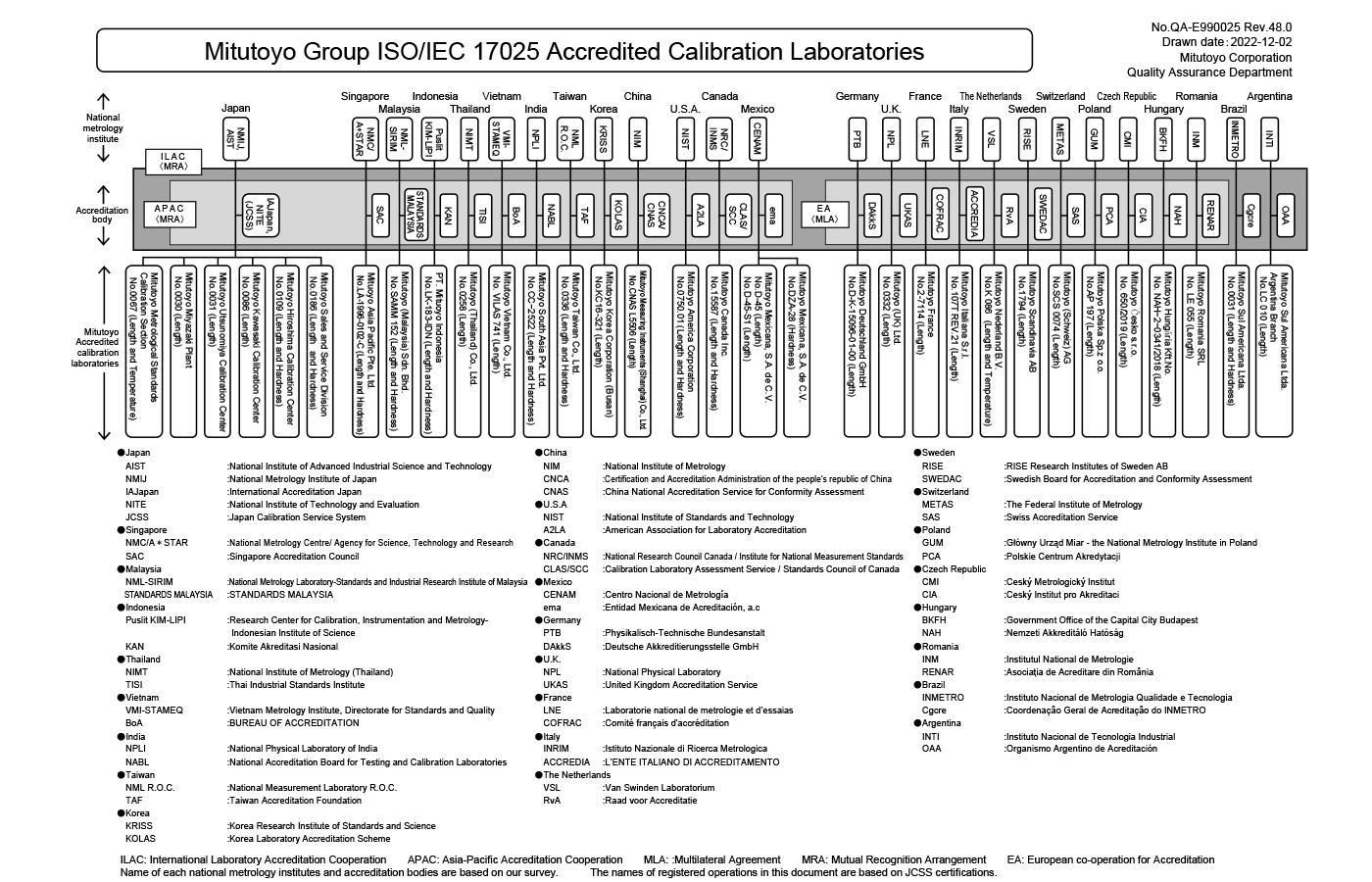
> Almost all accrediting bodies in the world will accept your calibration certificates through Mutual Recognition Arrangements (MRA).
> Mitutoyo calibration is traceable to the meter, which is necessary for traceable calibration results and product ratings.
>Mitutoyo can provide maintenance, repair, and calibration in a single session - no need to plan and organize different parts separately anymore.
Mitutoyo offers 2 types of calibration services (accredited / proprietary)
based on traceable standards and ISO9001:2015 and ISO17025:2017 certified.
In-House Calibration
In the Accredited Mitutoyo Laboratory

We offer High-End, ISO 17025-accredited calibration labs all over Europe. All meet full requirements to achieve maximum reliability with low measurement uncertainty.
- Accredited calibrations on a wide range range of measurement equipment
and calibration standards. - Excellent calibration instruments, such as GBCD100A and I-checker for calibration.
- Our calibration instruments are periodically calibrated under accreditation.
- All European Mitutoyo organizations comply with the international ISO 17025 standard meeting the general requirements for the competence of testing and calibration laboratories.
- All local Mitutoyo calibration can be provided in accordance with local accreditation bodies.
On-Site Calibration
At Your Production or QC Facilities

Our well-trained specialists will execute all required tasks for calibration on-site at your premises. Benefit from combining maintenance, and repair with our ISO 17025-certified calibration services.
- Accredited calibrations on-site with a wide range range of measurement equipment
and calibration standards. - Excellent calibration instruments, like laser interferometers.
for calibration of coordinate measuring machines, brought to your site - Our calibration instruments are periodically calibrated under accreditation.
- Complies with the international ISO 17025 standard.
- All local Mitutoyo On-Site calibrations can be provided in accordance with local accreditation bodies.
| Mitutoyo Product | Product Details | Type of Calibration |
|---|---|---|
| 3D Coordinate Measuring Machines | With a diagonal up to 7.500 mm and touch probing. Only selected devices & hardware | On-Site / accredited |
| 3D Coordinate Measuring Machines | With a diagonal up to 1.530 mm and Optical Probing. Only selected devices & hardware | On-Site / accredited | Gauge Blocks From Steel / Ceramic / Tungsten Carbide and Nexcera | Up to 1000 mm (tungsten carbide only up to 100 mm) | In-House / accredited |
| Groove depth Pt and d on depth setting standards | From 0,2 µm up to 12 µm | In-House / accredited |
| Roughness on periodic and aperiodic roughness standards | Ra: 0,1 µm up to 4 µm; Rz, Rmax (Rzx): 0,8 µm up to 20 µm | In-House / accredited |
| Roughness on superfine roughness standards | Ra: 0,025 µm up to 0,1 µm; Rz, Rmax (Rzx): 0,15 µm up to 0,8 µm | In-House / accredited |
| Contact Stylus Instruments | Groove depth Pt and d: 0,2 µm up to 12 µm; Ra: 0,1 µm up to 4 µm; Rz, Rmax (Rzx): 0,8 µm up to 20 µm. devices and hardware only. | In-House / according to DIN EN ISO 3274:1998 |
| Calipers for outside, inside, and depth measurements | Up to 3.000 mm | In-House / accredited (up to 2.000 mm) / proprietary (up to 3.000 mm) |
| Height Gauges | Up to 1.000 mm | In-House / accredited |
| Micrometers | From 0 up to 2.000 mm | In-House / accredited (up to 500 mm) / proprietary (up to 2.000 mm) |
| Setting Gauges for Outside Micrometers | From 25 mm up to 1.000 mm | In-House / accredited |
| Setting Gauges for Outside Micrometers | From 1.000 mm to 3.000 mm | Proprietary |
| Dial and Digital Gauges | Up to 100 mm | In-House / accredited |
| Dial Test Indicators | - 1,6 mm | In-House / accredited |
| Dial Gauge Tester | - 100 mm | In-House / accredited |
| Laser Interferometers | Up to 6.000 mm | In-House / accredited |
| Line Standards | Up to 400 mm | In-House / accredited |
| Checkmasters / Step Gauges | Up to 1.010 mm | In-House / accredited |
| 2 Point Inside Micrometers | Up to 1.050 mm | Proprietary |
| 3 Line Inside Micrometer | Up to 300 mm | Proprietary |
| Height Gauges | Up to 1.500 mm | Proprietary |
| Linear Height / QM-Height Height Gauges | Up to 1.000 mm | Proprietary (accredited under preparation) |
| Protractors | Proprietary | |
| Electronic and Spirit Levels | Proprietary | |
| Hardness Testers - Shore A / D | Proprietary | |
| Beveled Squares | Proprietary | |
| Straight-Edges | Proprietary | |
| Sine Bars | 200 mm, 300 mm, and 500 mm | Proprietary |
| Cylindrical Pins / Test Pins | - 100 mm | Proprietary |
| Optical Flats | Proprietary | |
| Linear Scales | Up to 1.500 mm | Proprietary |
| Masterballs for Roundness Measuring and 3D Coordinate Measuring Machines | Proprietary (accredited under preparation) | |
| GO / NO-GO Gauges | Up to 200 mm | Proprietary |
| Setting Rings | Up to Ø300 mm | Proprietary |
| Laser Scan Micrometers | Proprietary | |
| Granite Plates | Proprietary | |
| Engraving of Test Equipment | ||
| Contour Measuring Machines | On-Site / proprietary (accredited under preparation) | |
| Hardness Testers | On-Site / proprietary | |
| Laser Scan Micrometers | On-Site / proprietary (accredited under preparation) | |
| Stylus Instruments | Groove depth Pt and d: 0,2 µm up to 12 µm; Ra: 0,1 µm up to 4 µm; Rz, Rmax (Rzx): 0,8 µm up to 20 µm Only selected devices & hardware | According to DIN EN ISO 3274:1998 |
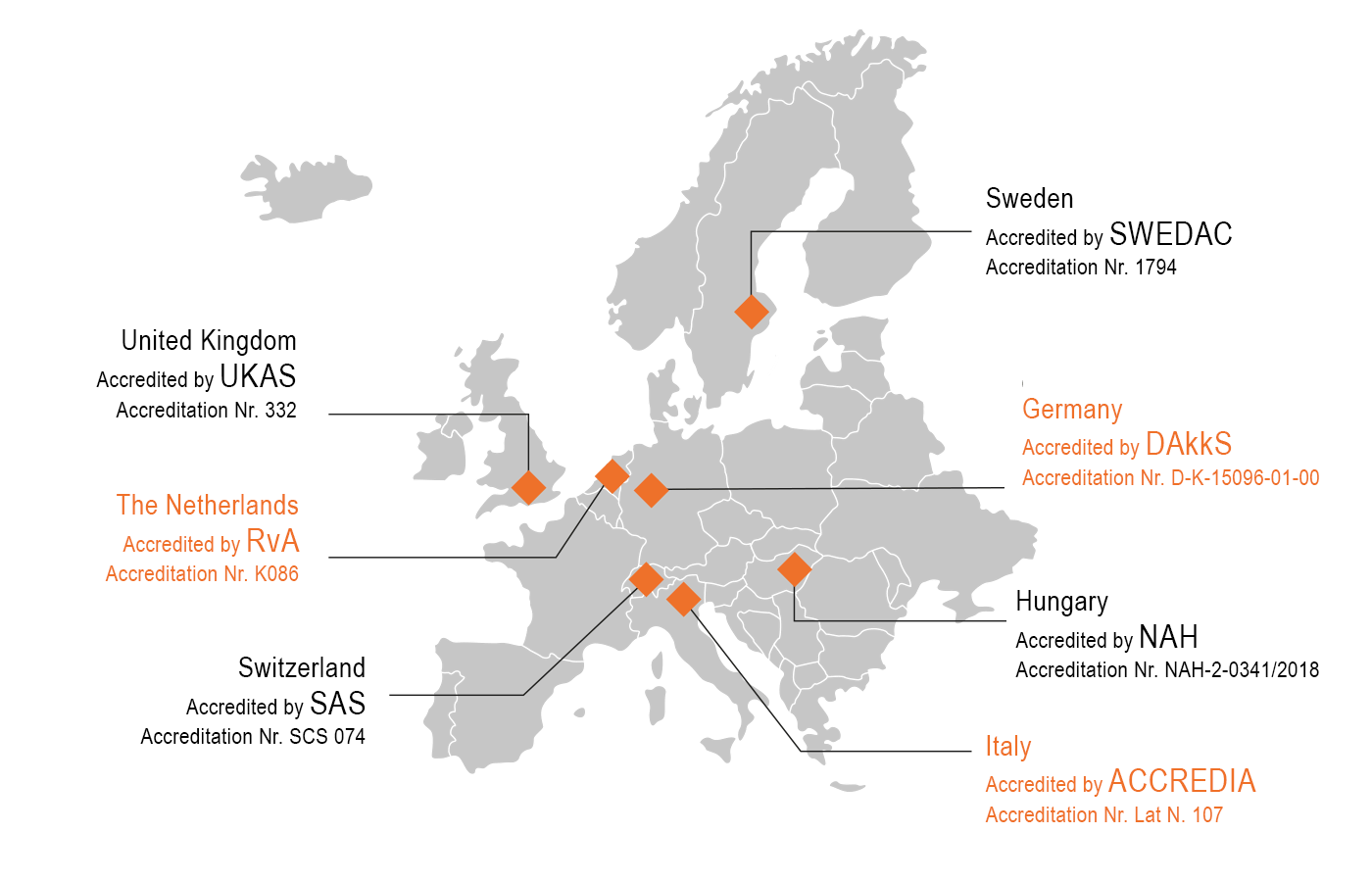
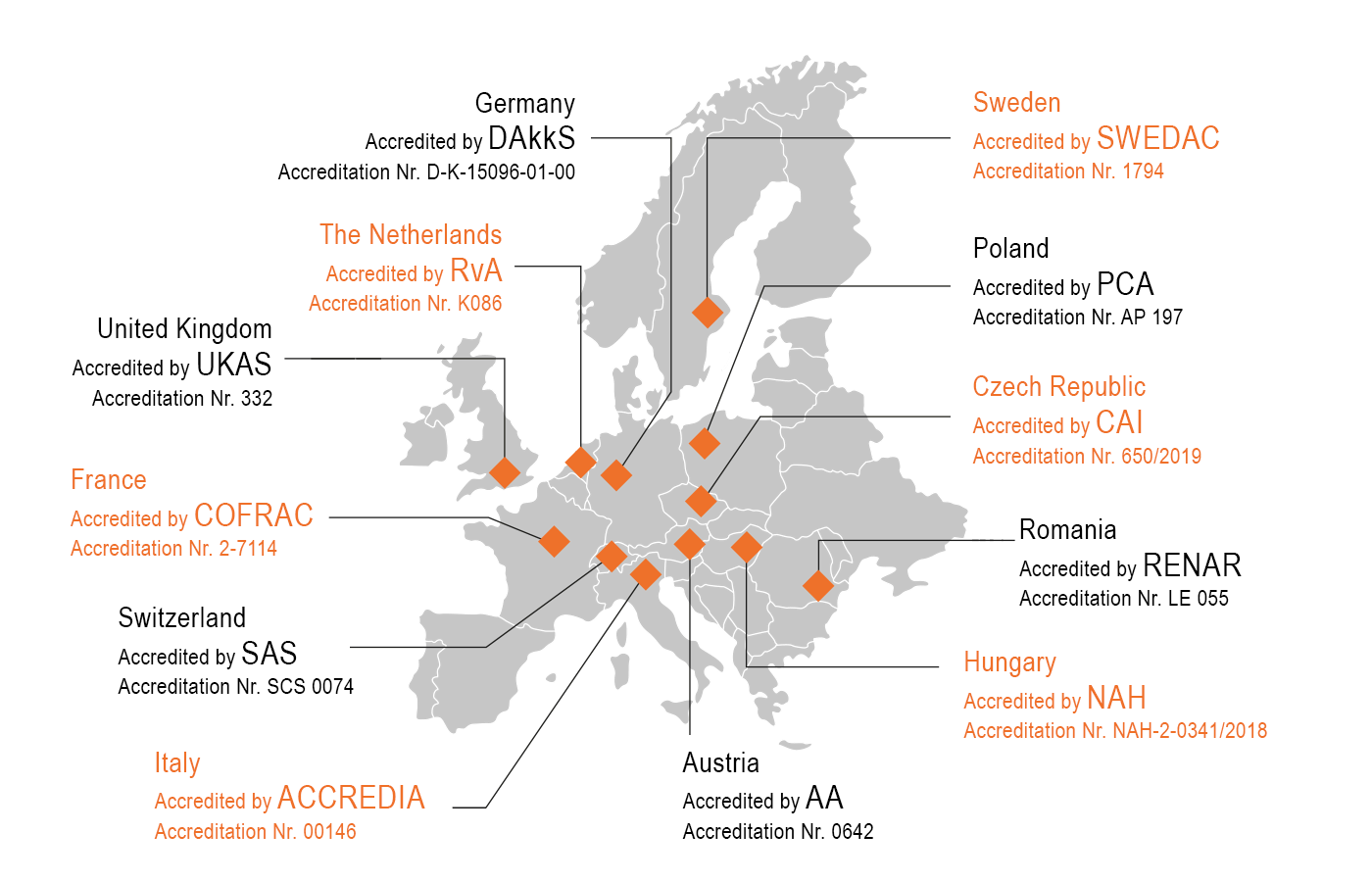
Mitutoyo's ISO 17025 Calibration Services in Europe by Product
| Country | UK | NL | DE | CH | IT | SE | CZ | HU | PL | FR | RO | AT | |||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| iChecker | X | X | X | X | |||||||||||||||||||||
| CMM and CMM Probes | X | x | X | X | X | X | X | X | X | X | X | X | |||||||||||||
| Surface Roughness Plates | X | X | |||||||||||||||||||||||
| Linear-Heights Height-Gauges | X | X | X | X | X | X | |||||||||||||||||||
| Profile Projectors | X | X | X | X | X | X | |||||||||||||||||||
| Measuring Microscopes | X | X | X | X | X | X | |||||||||||||||||||
| Vision Measuring Machines | X | X | X | X | X | X | X | ||||||||||||||||||
| Laser Scan Micrometers (LSM) | X | ||||||||||||||||||||||||
| Roundness Measurement Systems | X | X | X | X | |||||||||||||||||||||
| Contour Measurement Systems | X | X | X | X | X | ||||||||||||||||||||
| Surface-Roughness Measurement Systems | X | X | X | X | X |
X = Calbration according to ISO 17025 can be provided
Beyond Metrology Instruments
Mitutoyo also offers services on a broad variety ISO 17025-accredited calibrations of Metrology Masters.
| Country | UK | NL | DE | CH | IT | SE | HU | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Lasers and Weather Stations | X | ||||||||||||||
| Gauge blocks SMALL | X | X | X | X | X | X | |||||||||
| Gauge Blocks LONG | X | X | X | X | |||||||||||
| Micrometer setting-rods | X | X | X | X | |||||||||||
| Step-Gauges | X | X | X | ||||||||||||
| Master ball (d, RONt) | X | X | x | ||||||||||||
| Ring-Gauges (d, RONt) | X | X | |||||||||||||
| Line Scale (for Profile Projectors) | X | X | |||||||||||||
| Line-Standards (For Vision Measuring Machines) | X | X | |||||||||||||
| 2-D Grids | X | ||||||||||||||
| Quick Vision Mask | X | ||||||||||||||
| Laser Scan Micrometer Glass Masks | X | ||||||||||||||
| Hemispheres | X | ||||||||||||||
| Flick | X | ||||||||||||||
| Roughness Specimen (+Depth) | X | X | X | ||||||||||||
| Straight-Edge (CMM / FMI) | X | ||||||||||||||
| Precision Squares | X | ||||||||||||||
| Handheld Temperature Devices | X |
X = Calbration according to ISO 17025 can be provided

The Key to Reliable Measurement Results
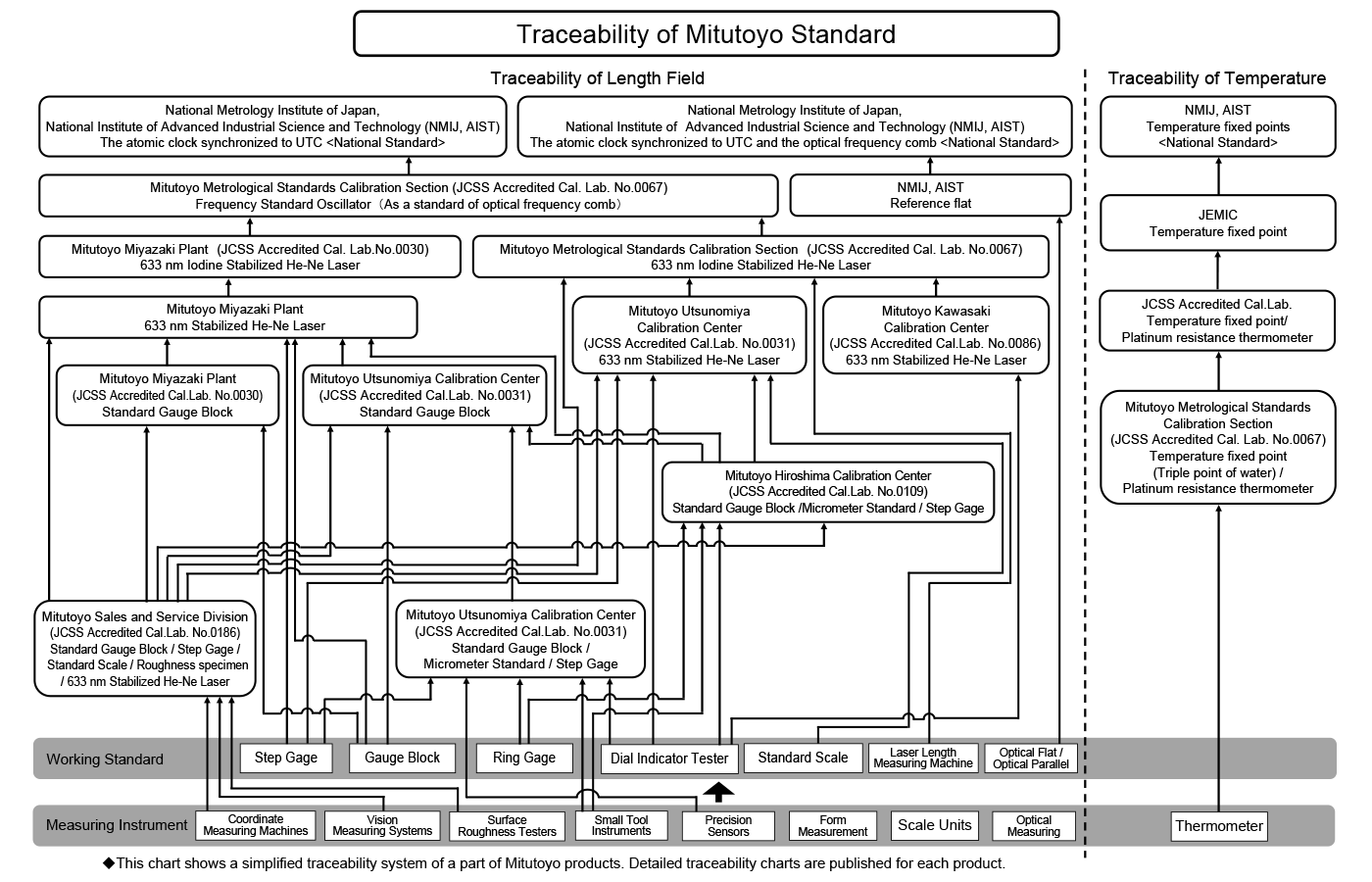
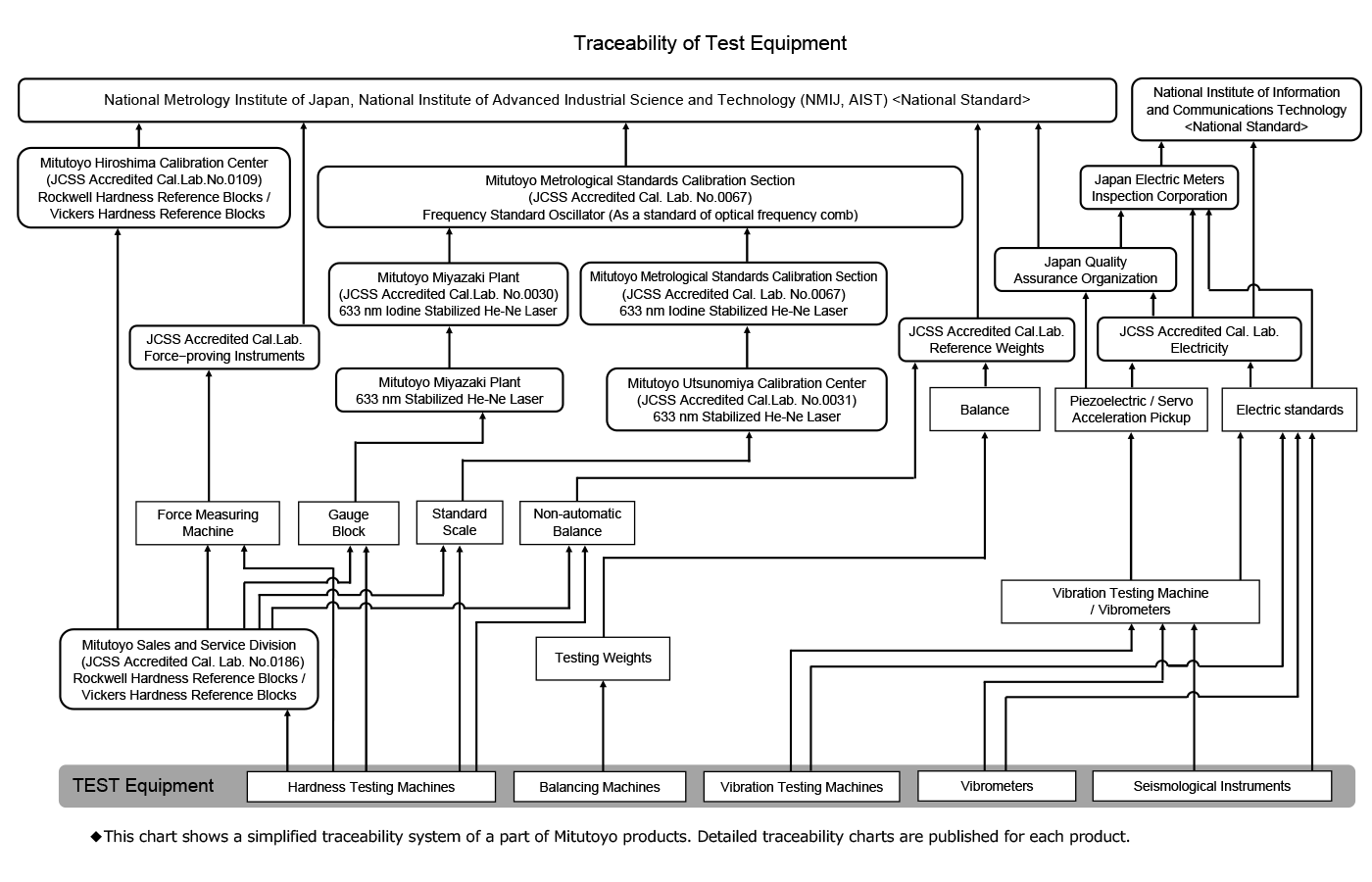
Traceability
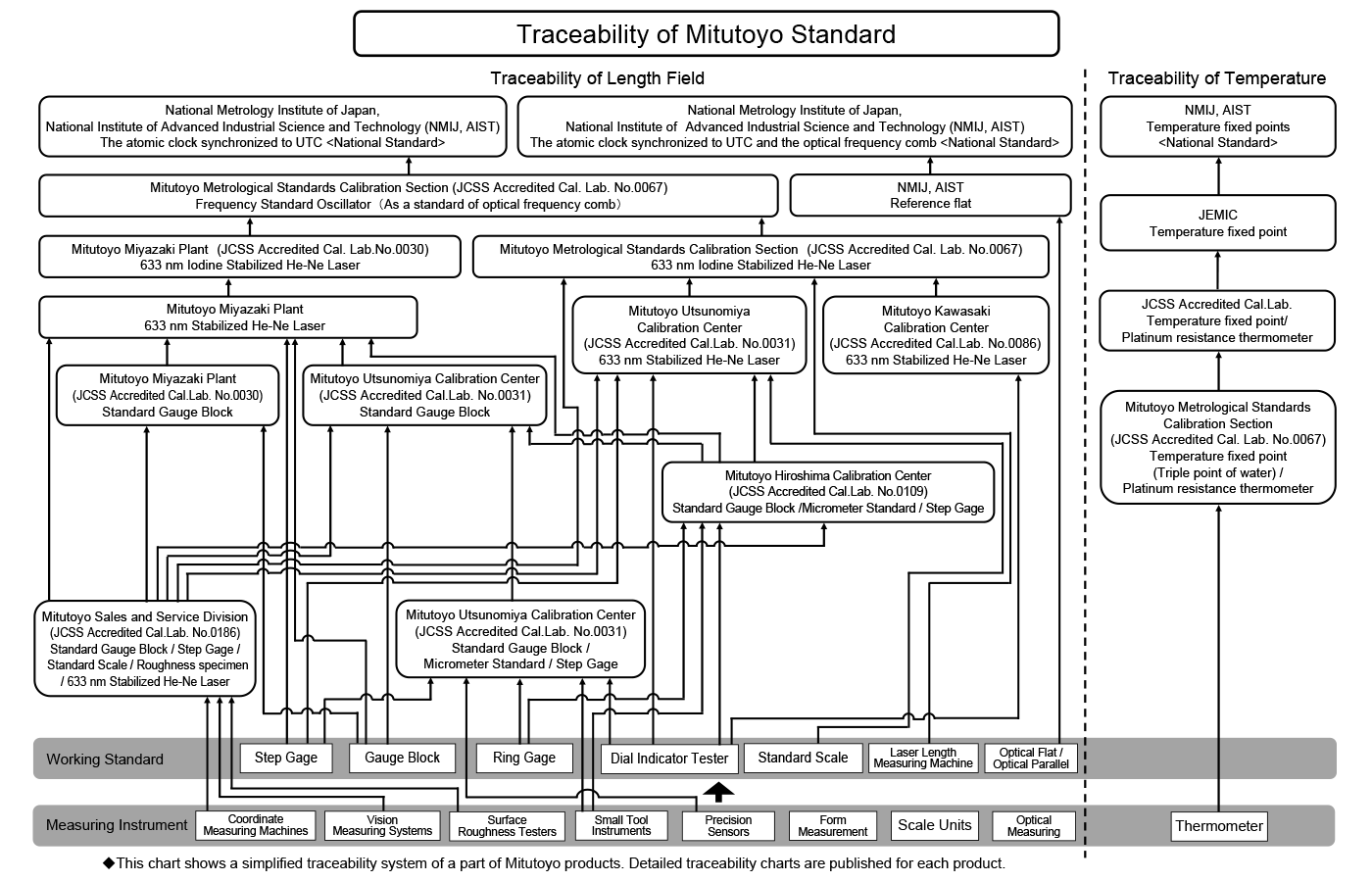
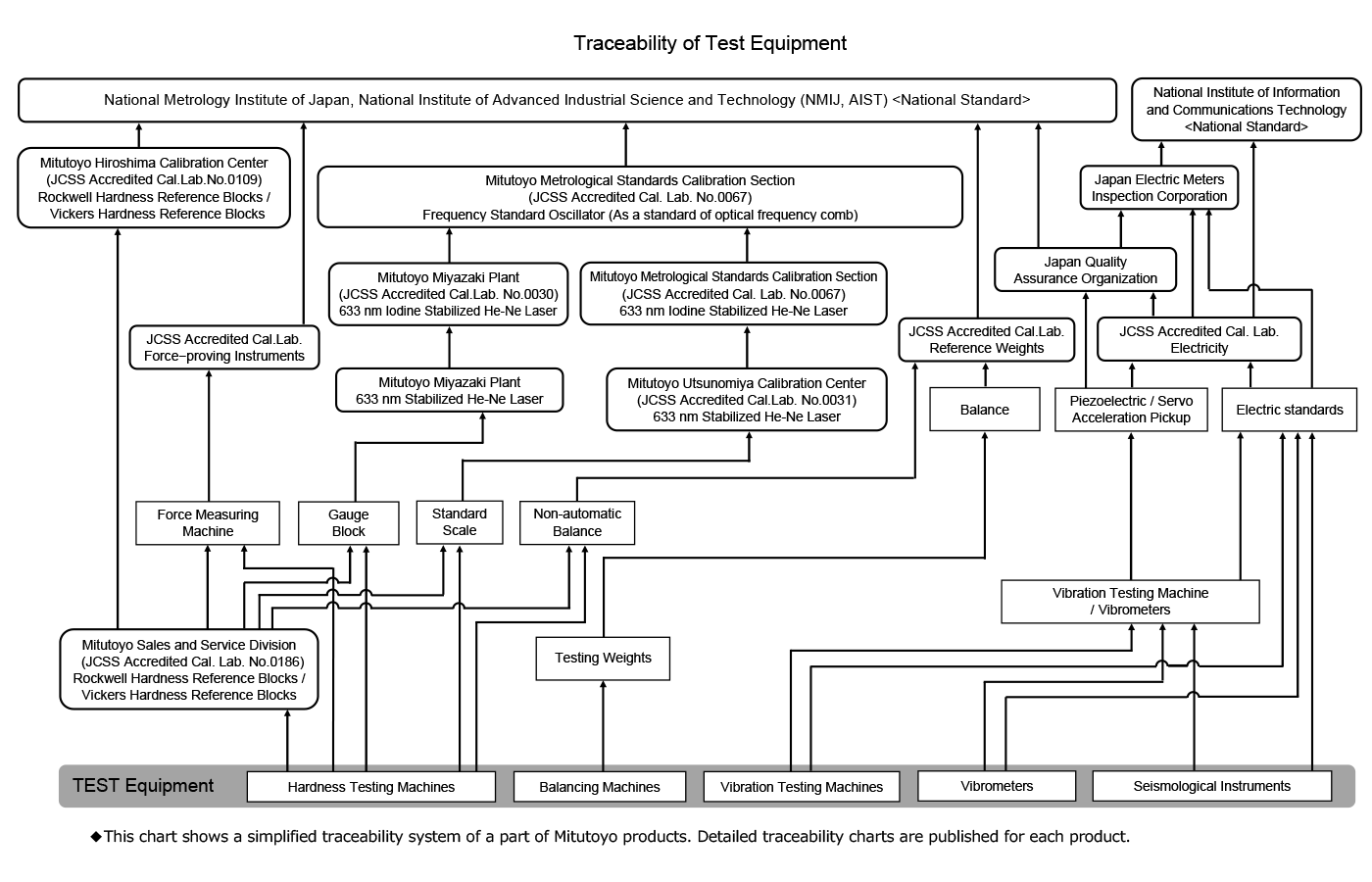
Traceability‘ is the key when it comes to calibration.
For calibrating measuring instruments or standards, which represent special values or limits, it is necessary to link/reference them to the physical base unit(s) they are meant for (e.g. the meter m).
More Details and Downloads
- To obtain these links, the national metrological institutes offer calibrations with their national primary standards, which are the definitive definition or realization of their unit of measure.
- Standards calibrated in this manner are so-called secondary standards.
- The third level of standard, a standard that is periodically calibrated against a secondary standard, is known as a working standard. Working standards are used for the calibration of commercial and industrial measurement equipment.
- For calibration, it is essential to use standards traceable to the primary standards, since we use the same units. To document this, the standards used with their valid calibration mark have to be stated in the calibration certificate.
A Quick Definition of
Calibration
Calibration is the process to determine deviations from a device or standard. This may include a validation of conformity (e.g. the product specifications) and to document the results, the method of calibration, and the standards used for the calibration a certificate of calibration will be created.
More Details and Downloads
- Calibration (and recalibration) of measurement devices and working standards in the industries is necessary to confirm the proper function and more importantly, ensure quality.
- To provide recognized calibrations, laboratories have to be at least accredited according to DIN EN ISO/IEC 17025
- Measurement to a consistently high level of accuracy can only be achieved if instruments are periodically calibrated against traceable standards
Doing the Math
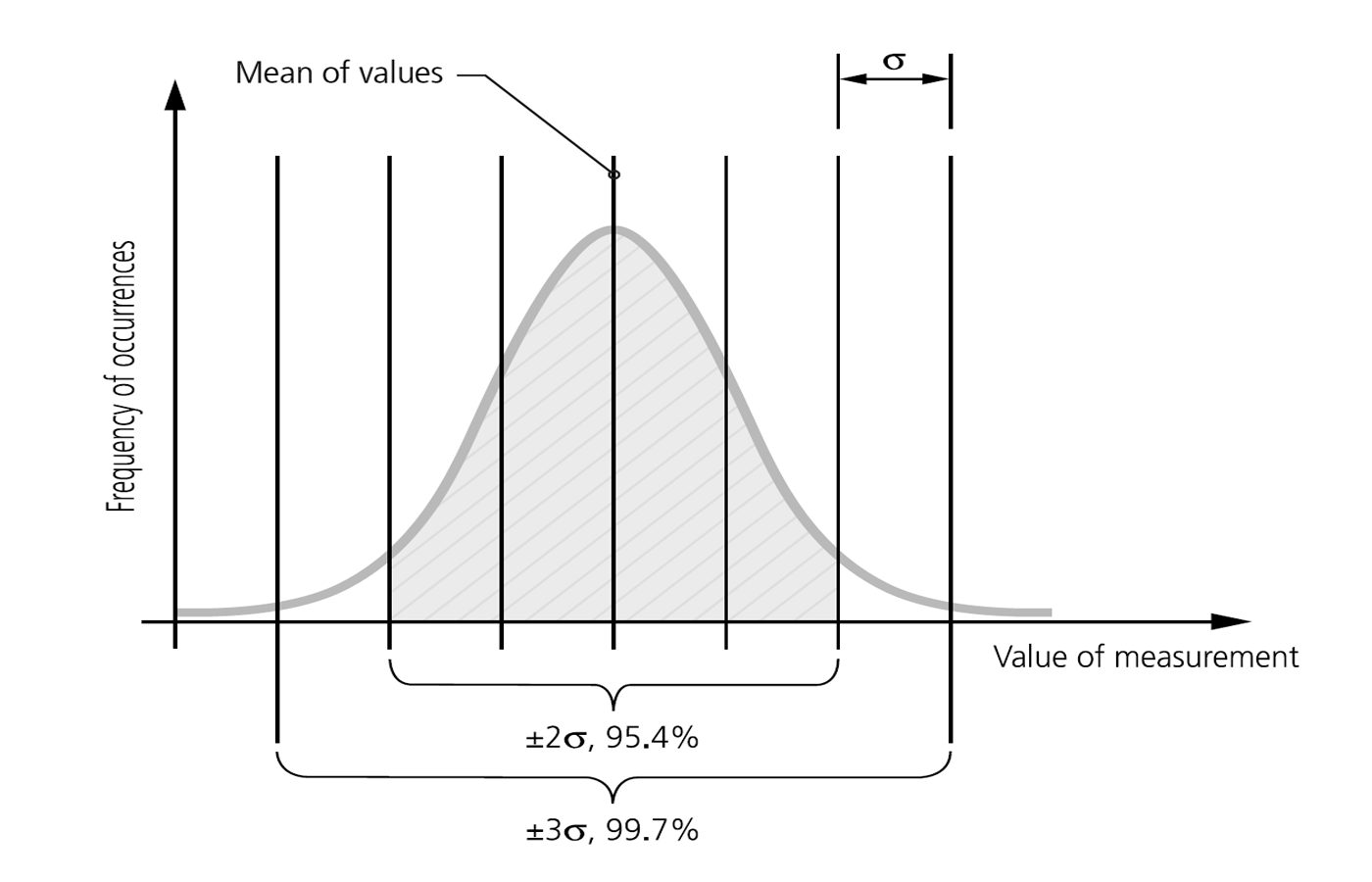
Measurement Uncertainty
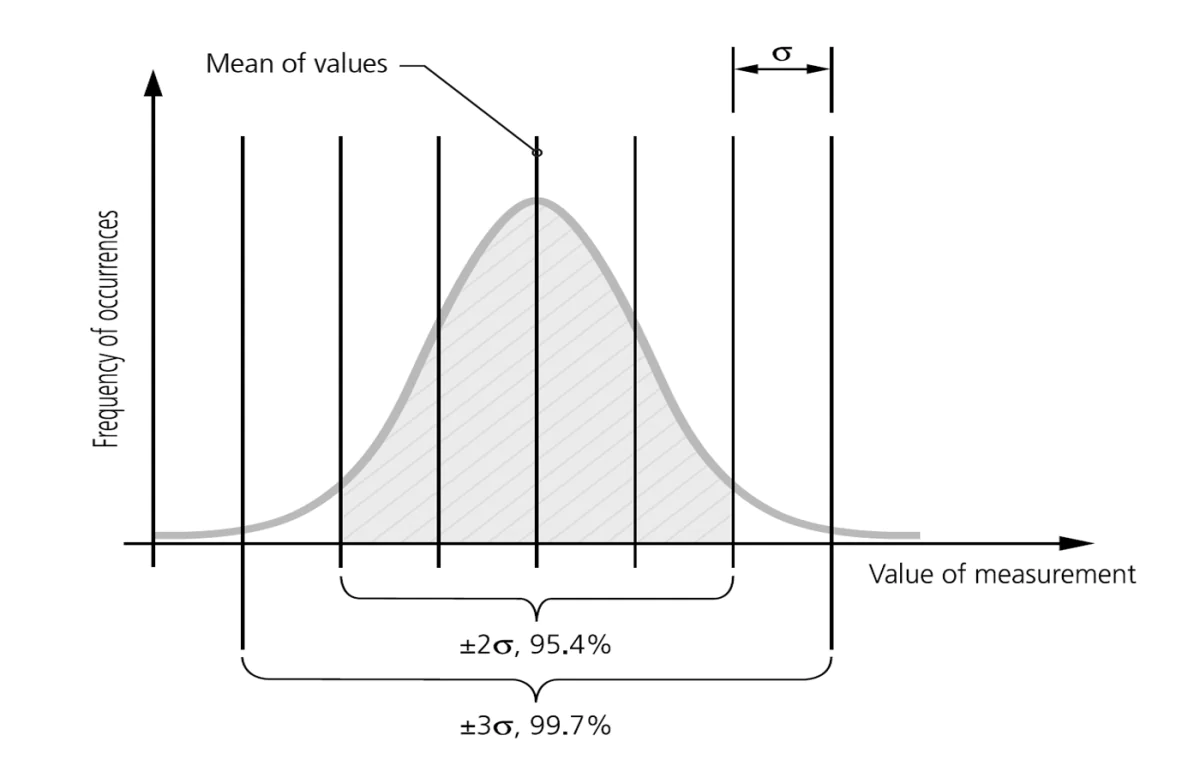
Measurements are always uncertain to a defined quantity.
There are existing several statistical methods to obtain the uncertainty according to the confidence you need. Usually, the measurement of uncertainty is given with a confidence of ≈95%.
More Details
-
By watching to chain of calibrations, from primary standard down to working standard [see ‘traceability’], the uncertainty of measurement will rise, because every further calibration contains the uncertainties of the standards used and in addition the uncertainty of the method of the calibration. The uncertainty of measurement in fact reflects the quality grade of the calibration.
-
For calibration purposes, you are always looking for better standards and/or better methods to push your uncertainty of measurement stated in the calibration certificate.
-
For customer's purposes, it is an economic matter of requirements vs. price. In reality, the majority of customers aren't familiar with the uncertainty of measurement. This results in decisions being made mostly by predetermined standards set up in contracts or business guidelines.
Confirming the Competences
Accreditation

Accreditations - the reliable instrument confirming competence.
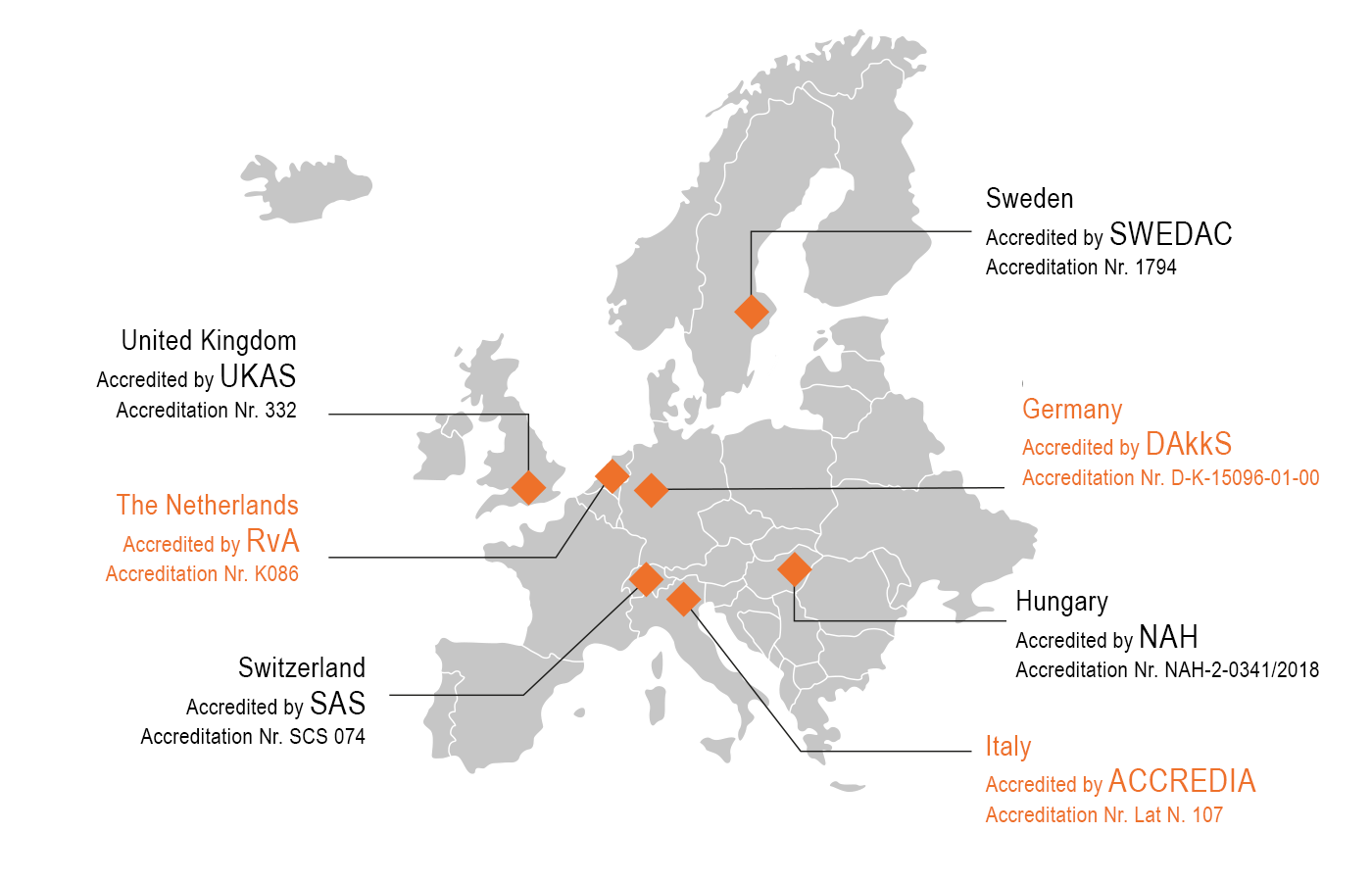
Calibration laboratories may obtain accreditation by their national accreditation body, which is the DAkkS in the Federal Republic of Germany, the UKAS in the UK, and the RvA in the Netherlands for example.
More Details
-
An accreditation by these bodies confirms that organizations such as testing, inspection, and certification bodies can undertake their activities competently in accordance with internationally recognized standards and in line with the regulatory requirements. This establishes confidence in the important work of these independent conformity assessment bodies and their services in all sectors of the economy.
-
Also, accreditation ensures the international recognition of conformity assessments, contributing to free trade in Europe and around the world.
-
Actually, accredited calibrations had become more of interest because of contracts and guidelines between the industry and their suppliers. Especially the automotive industry demands ‘more trusted’ calibrations for their suppliers.
More and more customers seem to prefer accredited calibrations because of some kind of insecurity with proprietary calibration.
See here our certifications & accreditations page
Stay Tuned
Recommended Calibration Frequencies

A calibration interval is the period of time established for a test instrument to be recalibrated. Mitutoyo recommends recalibrating your instruments frequently to be confident they are performing the best and most accurate way possible.
| Mitutoyo Product | Tools for Technical Service / Workshop etc. | Tools / Standards for Calibration Laboratory | Recommended Regular Internal Checks |
|---|---|---|---|
| Micrometer | 1 Year | ||
| Bore Gauges / Holtest | 1 Year | ||
| Caliper | 1 Year | ||
| Dial and Digimatic/ Linear Gauges | 2 Years | ||
| Laser Scan Micrometer | 1 Year to 3 Years | 1 Year | 3 Months |
| Microscopes / Projectors | 1 Year to 2 Years | Regulary | |
| Checkmaster up to 1010 mm | 2 Years | 2 Years | |
| Checkmaster over 1010 mm from RvA | 2 Years | -- | |
| Checkmaster over 1010 mm | Initial Re-Calibration after 1 Year. Then every 2 Years. | 1 Year | |
| Glass Scales and Masks | 5 Years | 3 Years | |
| Gauge Blocks up to 100 mm | 4 Years | Initial Re-Calibration after 1.5 Years (over 15 mm). Then every 3 Years. | |
| Gauge Blocks over 100 mm | 3 Years | Initial Re-Calibration after 1.5 Years. Then every 3 Years. | |
| FMI Tools (X-Tools, Triangles, Square Blocks, Cylinders, Dumbbells, etc.) | 3 Years | 3 Years | |
| Reference Hemispheres | 3 Years | 5 Years | |
| Roughness Specimen | 1.5 Years in Workshop. 3 Years in Technical Service. | 5 Years | |
| Setting Rings, Pin Gauges | 3 Years | 3 Years | |
| Masterballs | 3 Years | 3 Years | |
| Dial Gauge Tester | 2 Years | 1 Year | 3 Months |
| Hardness Plates | 5 Years | 5 Years | |
| Thermometer | 1 Year | 2 Years | |
| Thermometer Pt 100 | 1 Year | 1 Year | |
| Electrical devices (Oscilloscopes, Multimeter, etc.) | 1 Year | 1 Year | |
| Granite Plates and Squares | 5 Years | 3 Years | |
| Universal Height Master | 3 Years | 2 Years | |
| Laser Interferometer | 2 Years | 2 Years | 3 Months |
| 3D Coordinate Measuring Machines | 1 Year | 1 Year | 3 Months |
| Gauge Block Tester | 1 Year | 1 Year | 3 Months |
| Roughness/Roundness/Length Measuring Machines | 1 Year | 1 Year | 3 Months |
| 2D / 3D Vision Measuring Machines | 1 Year | 1 Year | 3 Months |
In general for new items choose a shorter interval in the beginning. When you have results over a longer duration which you can compare you can adapt the interval.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}